Verschil tussen warm opgerold en koud opgerold staal Vergelijk het verschil tussen vergelijkbare termen
January 05, 2023
Zowel warm rollend als koud rollen zijn processen voor het vormen van stalen platen of profielen, en ze hebben een grote invloed op de structuur en eigenschappen van staal.
Het rollen van staal is voornamelijk gebaseerd op heet rollen, en koud rollen wordt meestal alleen gebruikt om staalproducten te produceren met precieze afmetingen zoals kleine secties en dunne platen.
1. Veelvoorkomende stalen koude en warme rolomstandigheden
Draad: 5,5-40 mm in diameter, opgerold, allemaal warm gerold. Na koude tekening is het een koud getekend materiaal.
Rond staal: naast heldere materialen met precieze afmetingen, zijn ze over het algemeen warm gerold en zijn er ook gesmede materialen (met smeden op het oppervlak).
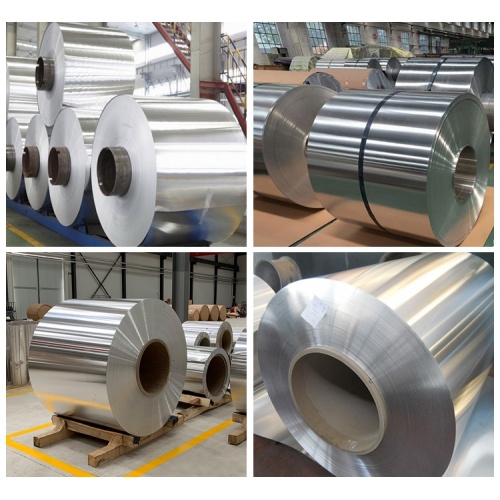
Stripstaal: zowel warm gerolde als koud gerolde, en koudgerolde producten zijn over het algemeen dunner.
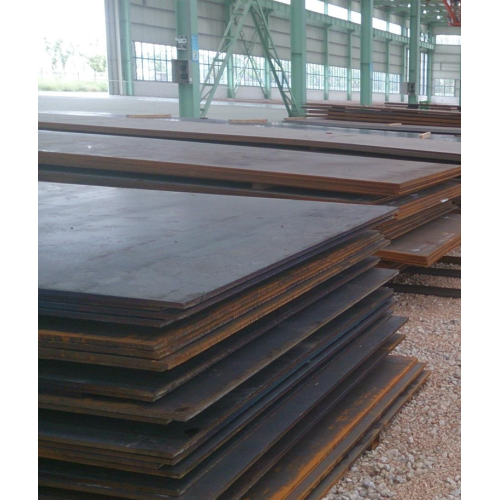
Stalen plaat: koudgerolde platen zijn over het algemeen dunner, zoals automotive platen; Er zijn veel warm-gerolde medium-dikke platen, waarvan sommige in dikte vergelijkbaar zijn met koudgerolde platen, en hun uiterlijk is duidelijk anders.
Hoekstaal: allemaal heet opgerold.
Stalen pijp: zowel gelaste heet gerold als koud getrokken.
Kanaalstaal en H-bundel: warm opgerold.
Steel Bar: warm gerold materiaal.
2. heet rollend
Per definitie zijn stalen ingots of billets moeilijk te vervormen en te verwerken bij kamertemperatuur, en worden over het algemeen verwarmd tot 1100-1250 ° C voor het rollen. Dit rolproces wordt hot rolling genoemd.
De beëindigingstemperatuur van hete rollen is over het algemeen 800-900 ° C en vervolgens wordt deze in het algemeen in de lucht gekoeld, dus de hete rolstaat is gelijk aan het normaliseren van de behandeling.
De meeste staalproducten worden opgerold met de hot rolling -methode. Vanwege de hoge temperatuur heeft het staal dat wordt geleverd in de warmgewalste toestand een laag oxide-schaal op het oppervlak, dus het heeft een bepaalde corrosieweerstand en kan in de open lucht worden opgeslagen.
Deze laag ijzeroxide-schaal maakt echter ook het oppervlak van de warm gerolde stalen ruw en de grootte fluctueert sterk. Daarom is het staal met een glad oppervlak, nauwkeurige grootte en goede mechanische eigenschappen vereist om warmgestuurde semi-afgewerkte producten of afgewerkte producten als grondstoffen te gebruiken en vervolgens koud gerold voor productie.
voordeel:
De vormsnelheid is snel, de uitgang is hoog en de coating is niet beschadigd. Het kan worden gemaakt in verschillende dwarsdoorsnedeformulieren om aan de behoeften van de gebruiksvoorwaarden te voldoen; Koud rollen kan een grote plastic vervorming van het staal veroorzaken, waardoor het vloeigingspunt van het staal wordt verhoogd.
Tekortkoming:
1. Hoewel er geen thermische plastic compressie is tijdens het vormingsproces, zijn er nog steeds restspanningen in de sectie, die onvermijdelijk de algehele en lokale knikkarakteristieken van het staal zullen beïnvloeden;
2. De stijl van koudgerolde sectie-staal is over het algemeen een open gedeelte, waardoor de vrije torsiestijfheid van het gedeelte laag is. Het is gemakkelijk te draaien wanneer het gebogen is, en het is gemakkelijk om te knikken wanneer het wordt gecomprimeerd, en de torsieprestaties zijn slecht;
3. De wanddikte van koudgerolde gevormd staal is klein, en er is geen verdikking aan de hoeken waar de platen zijn aangesloten, dus het vermogen om lokale geconcentreerde belastingen te weerstaan is zwak.
3. Koud rollen
Koud rollen verwijst naar de rollende methode voor het extruderen van staal met de rolrollen bij kamertemperatuur om de vorm van staal te veranderen. Hoewel het proces ook de stalen plaat opwarmt, wordt het nog steeds koud rollen genoemd.
Specifiek worden heet gerolde stalen spoelen gebruikt als grondstoffen voor koude rollen, en drukverwerking wordt uitgevoerd na beitsen om schaal te verwijderen, en het eindproduct is hard gereculeerde spoelen.
Over het algemeen moet koud gerolde staal zoals gegalvaniseerd staal- en kleurstalen plaat worden gegloeid, dus de plasticiteit en verlenging zijn ook goed, en het wordt veel gebruikt in auto's, huishoudelijke apparaten, hardware en andere industrieën. Het oppervlak van het koudgerolde vel heeft een zekere mate van gladheid en het voelt soepeler aan, voornamelijk als gevolg van beitsen. Over het algemeen kan de oppervlakteafwerking van de warmgewalste vel niet voldoen aan de vereisten, dus de warmgewalste stalen strip moet koud worden gerold, en de dunste dikte van de warmgewalste stalen strip is over het algemeen 1,0 mm en de koude Opgerolde stalen strip kan 0,1 mm bereiken. Heet rollen rolt boven het kristallisatietemperatuurpunt en koud rollen rolt onder het kristallisatietemperatuurpunt.
De verandering van stalen vorm door koud rollen behoort tot continue koude vervorming. De koude verharding veroorzaakt door dit proces verhoogt de sterkte en hardheid van hardgerolde spoelen en vermindert de ductiliteits- en plasticiteitsindicatoren.
Voor het eindgebruik verslechtert koud rollen de stempelprestaties en is het product geschikt voor onderdelen met eenvoudige vervorming.
voordeel:
Het kan de gietstructuur van de stalen ingot vernietigen, de korrels van het staal verfijnen en de defecten van de microstructuur elimineren, zodat de staalstructuur dicht is en de mechanische eigenschappen worden verbeterd. Deze verbetering wordt voornamelijk weerspiegeld in de rollende richting, zodat het staal niet langer tot op zekere hoogte isotroop is; De bubbels, scheuren en losheid gevormd tijdens het gieten kunnen ook worden gelast onder hoge temperatuur en druk.
Tekortkoming:
1. Na hete rollen worden de niet-metalen insluitsels (voornamelijk sulfiden en oxiden, evenals silicaten) in het staal in dunne platen geperst en stratificatie treedt op. Delaminatie verslechtert de eigenschappen van het staal in spanning door de dikte aanzienlijk, en er is een mogelijkheid om interlaminar te scheuren terwijl de las krimpt. De lokale stam veroorzaakt door de krimp van de las bereikt vaak meerdere keren de spanning op het opbrengstpunt, dat veel groter is dan de stam veroorzaakt door de belasting;
2. Restspanning veroorzaakt door ongelijke koeling. Restspanning is de interne zelfevenwichtspanning zonder externe kracht. Hotgerolde stalen secties van verschillende secties hebben dit soort restspanning. Over het algemeen geldt dat hoe groter de sectiegrootte van het sectiestaal, hoe groter de restspanning. Hoewel de restspanning zelfevenwicht is, heeft het nog steeds een zekere invloed op de prestaties van het staallid onder actie van externe kracht. Het kan bijvoorbeeld nadelige effecten hebben op vervorming, stabiliteit, vermoeidheidsweerstand, enz.
Vier. Overzicht
Het verschil tussen koud rollen en warm rollen is voornamelijk de temperatuur van het rollende proces. "Koud" betekent normale temperatuur en "heet" betekent hoge temperatuur.
Vanuit een metallologisch oogpunt moet de grens tussen koud rollen en warm rollen worden onderscheiden door de herkristallisatietemperatuur. Dat wil zeggen, rollend onder de herkristallisatietemperatuur is koud rollen, en rollen boven de herkristallisatietemperatuur is heet rollen. De herkristallisatietemperatuur van staal is 450-600 ° C.
De belangrijkste verschillen tussen warm rollen en koud rollen zijn:
1. Uiterlijk en oppervlaktekwaliteit
Omdat de koude plaat wordt verkregen door de hete plaat na het koude rolproces, en er zal een oppervlakteafwerking tegelijkertijd worden uitgevoerd, is de oppervlaktekwaliteit (zoals oppervlakteruwheid) van de koude plaat beter dan die van de hete plaat , dus als het product als er een hogere vereiste is voor de coatingkwaliteit, zoals daaropvolgend schilderen, worden koude platen in het algemeen geselecteerd en worden hete platen verdeeld in ingelegde platen en niet-geplukte platen. Het oppervlak van de ingelegde plaat heeft een normale metalen kleur als gevolg van beitsen, maar het is niet het oppervlak is koud gerolde Een oxidelaag, zwart maken of een zwarte laag ijzertetroxide. In de termen van Layman lijkt het erop dat het door vuur is gebakken, en als de opslagomgeving niet goed is, heeft het meestal een beetje roest.
2. Prestatie
Over het algemeen worden de mechanische eigenschappen van hete platen en koude platen beschouwd als niet te onderscheiden in engineering, hoewel er een zekere werkhardend is van koude platen in het koude rollende proces (maar het sluit de strikte vereisten op mechanische eigenschappen niet uit, Heb ze dan anders moeten behandelen), heeft de koude plaat meestal een iets hogere vloeigrens dan de hete plaat, en de oppervlaktehardheid is ook hoger, afhankelijk van de graad van gloeien van de koude plaat. Maar in elk geval is de sterkte van de gegloeide koude plaat hoger dan die van de hete plaat.
3. Vormbaarheid
Omdat de prestaties van de hete en koude platen in principe niet veel verschillend zijn, zijn de beïnvloedende factoren van de vormingsprestaties afhankelijk van het verschil in de oppervlaktekwaliteit. Omdat de oppervlaktekwaliteit beter is dan die van de koude plaat, over het algemeen, voor stalen platen van hetzelfde materiaal, is de koude plaat beter dan de koude plaat. Het vormende effect van de hete plaat is beter.